三个探伤方案
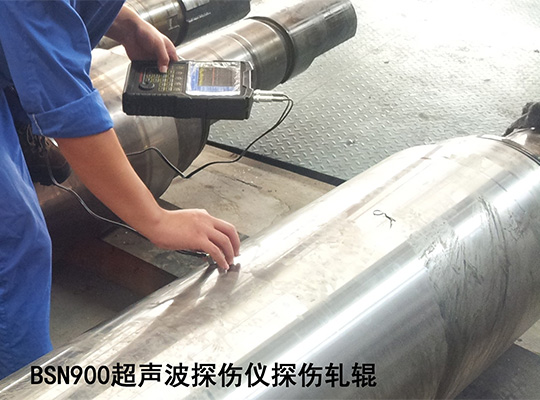
探伤不同位置缺陷的方法 也被用于探测辊颈圆角处的裂纹深度。在大多数轧辊车间里用带荧光屏显示的脉冲回波 式超声波探伤仪来进行手工探伤超声波经常被用来确定轧辊的完整性。大多数轧辊厂家都进 行此项检查作为生产工艺的一部分,但是根据经验,用户对轧辊内部缺陷进行超声波探伤是 非常必要的。
方案1.表面裂纹—采取超声波表面波探头检测 0-2 深度的裂纹,一般采取纵向磨弧检测周向裂纹,也有些单位增加横向磨弧检测轴向裂纹。
方案2.深度为 0-20mm 的裂纹或面伤,采取双晶探头
方案3.整个辊深的缺陷采取单晶直探头
大部分单位只选择其中一种探伤方案,建议同时使用这三种方案同时探伤
表面0-20mm区域
近表面 0-20mm 缺陷:裂纹、气孔、层裂 如果只要检测近表面缺陷,对于深层缺陷不考虑,可只采用双晶直探头.
深度大于20mm区域
较深处(大于 20mm)缺陷:裂纹、气孔、层裂 可采用单晶直探头和斜探头
辊颈处开裂
可只采用斜探头,探伤原理如下图所示 沿轴向移动探头,可检测缺陷深度的最高点和最低点 沿圆周方向移动探头,可检测缺陷的左端点和左端点 通过上面的轴向、周向移动探头,可确定缺陷面积
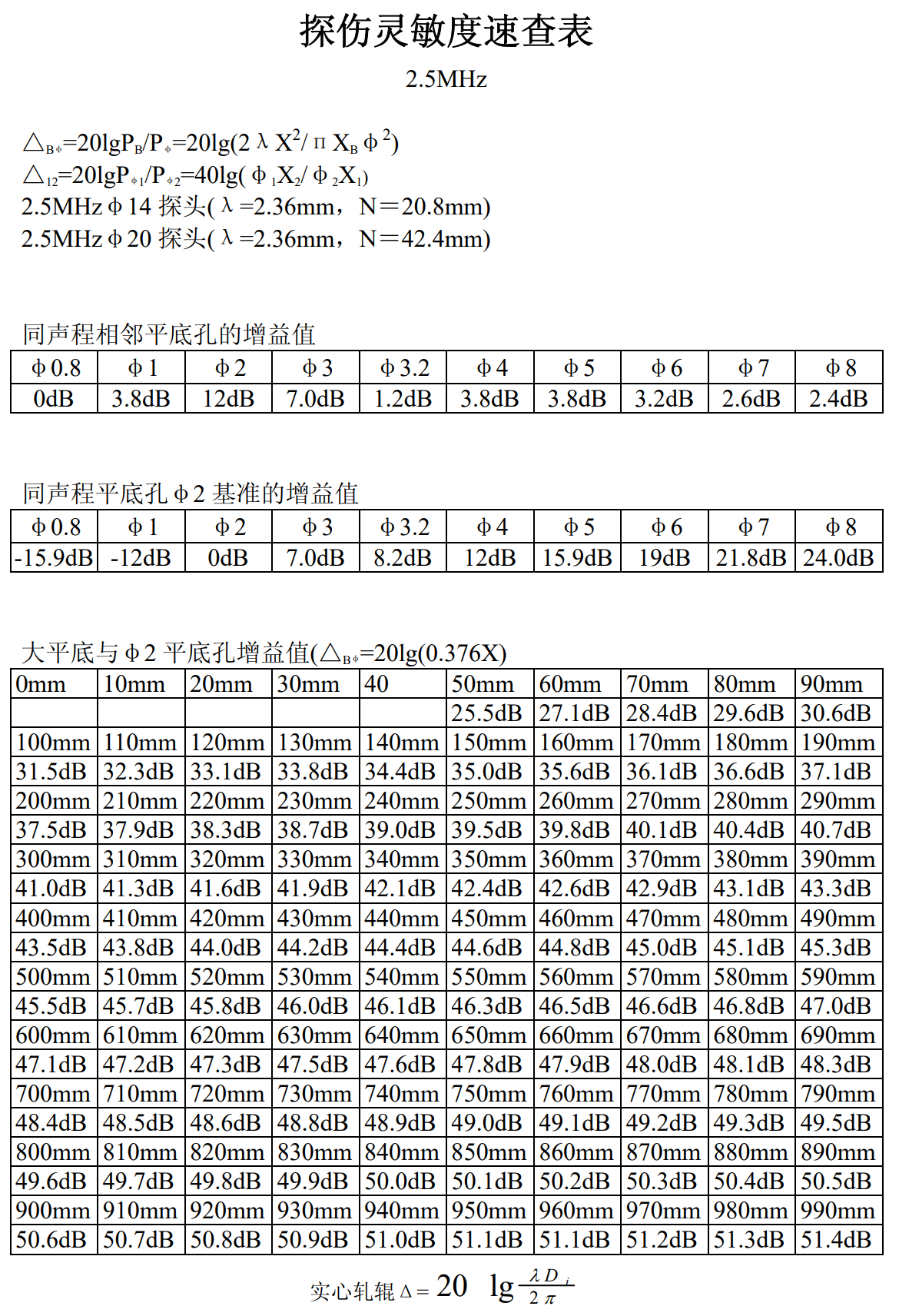
灵敏度速查表