

了解现场
一 | 管道基本参数 |
1 | 材质:是碳钢、不锈钢、合金钢,还是其它材质? |
2 | 直径 |
3 | 壁厚,需要准确的壁厚,不要只提供壁厚范围,如果实在提供不了准确的壁厚,提供壁厚范围也可以 |
二 | 介质与工况 |
1 | 工作温度是多少?是否带温运行时检测 |
2 | 管内介质:水、油、气、蒸汽、酸、碱、浆料等,根据介质制定检测周期的长短 |
三 | 表面状态 |
1 | 有无保温、保冷、防腐层、油漆、水泥层(如果有,不一定能检测,需要确认) |
2 | 有无焊缝、弯头、三通、变径、支吊架((各处检测方案细则不同) |
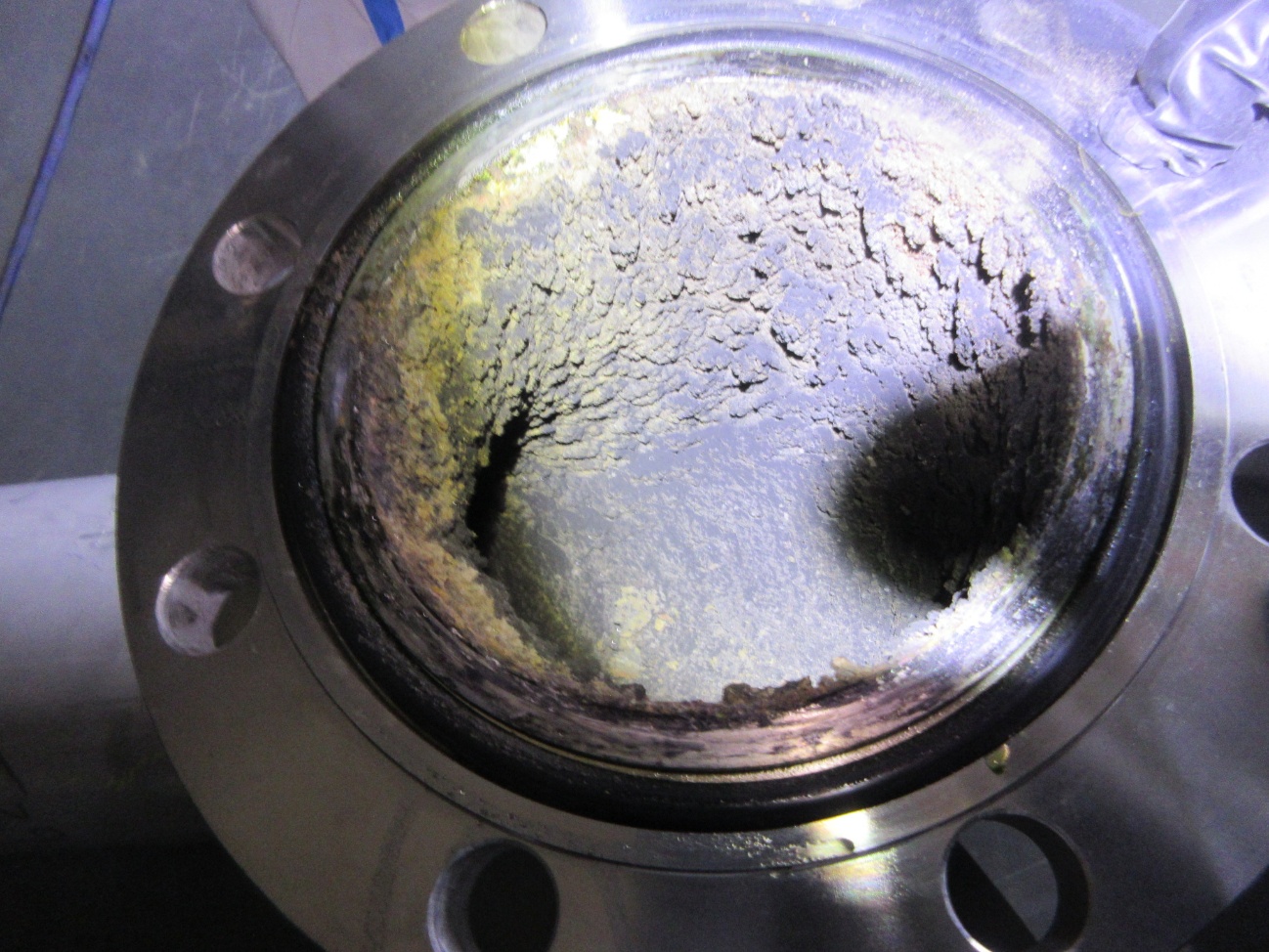
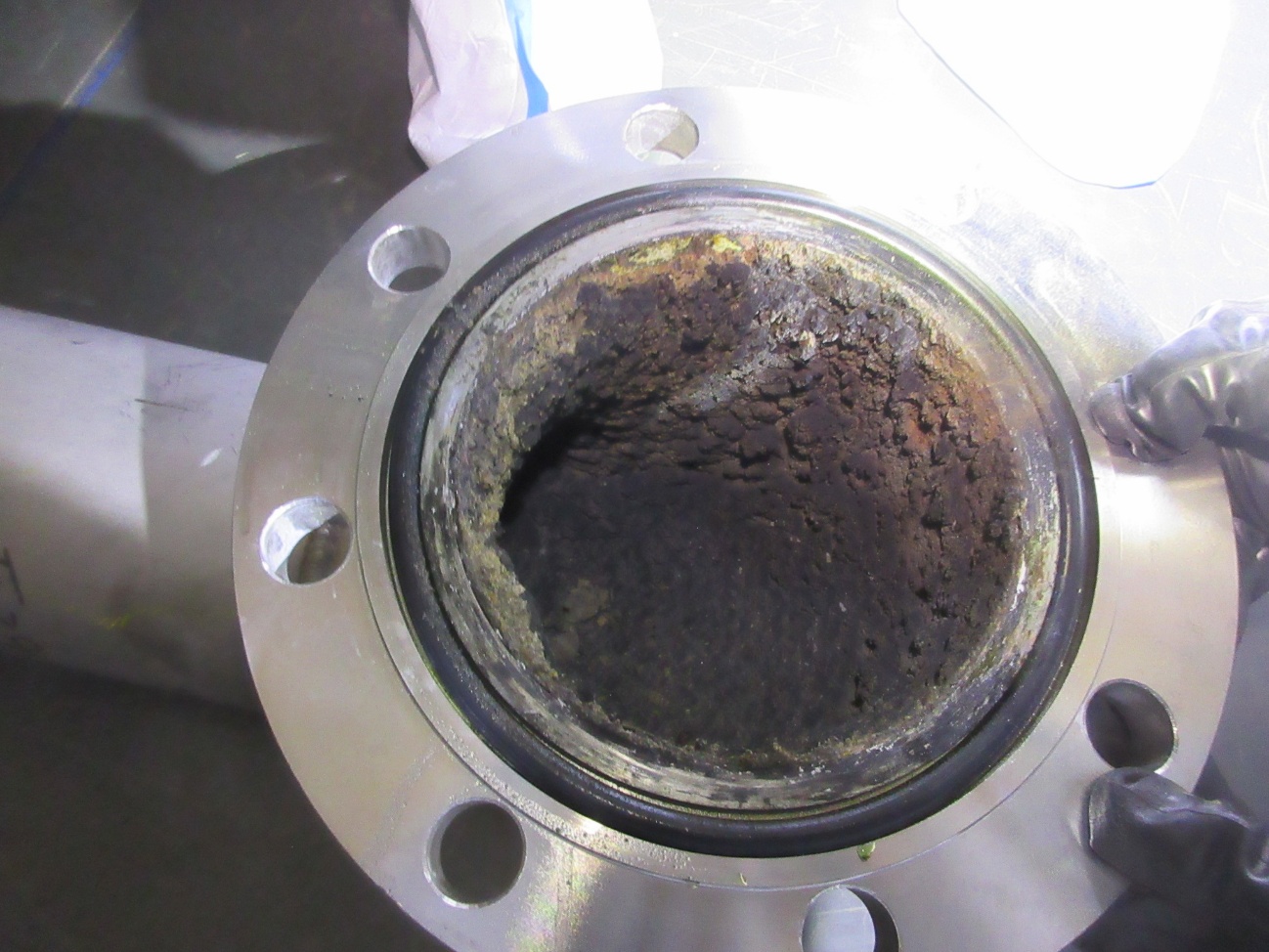
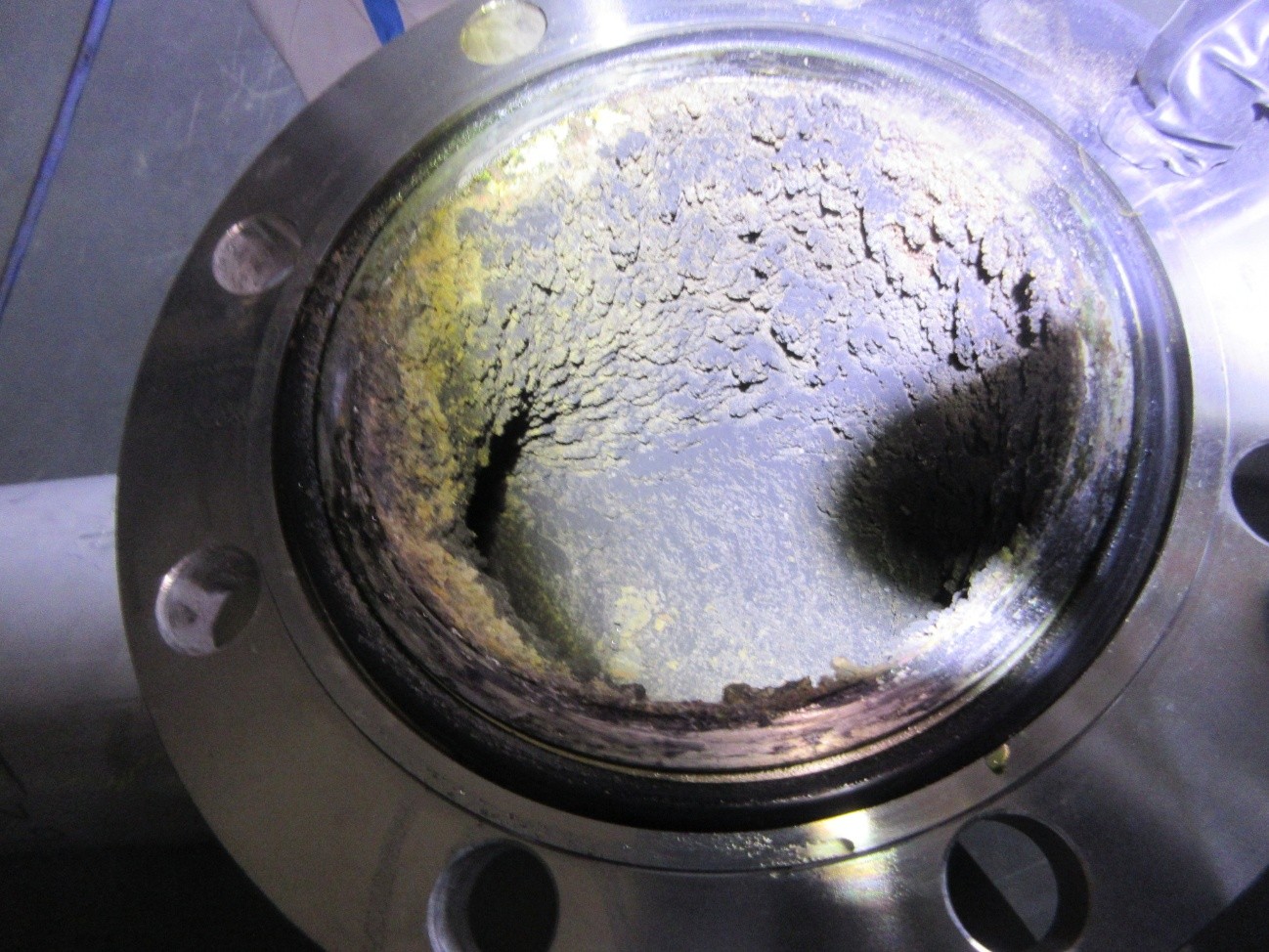
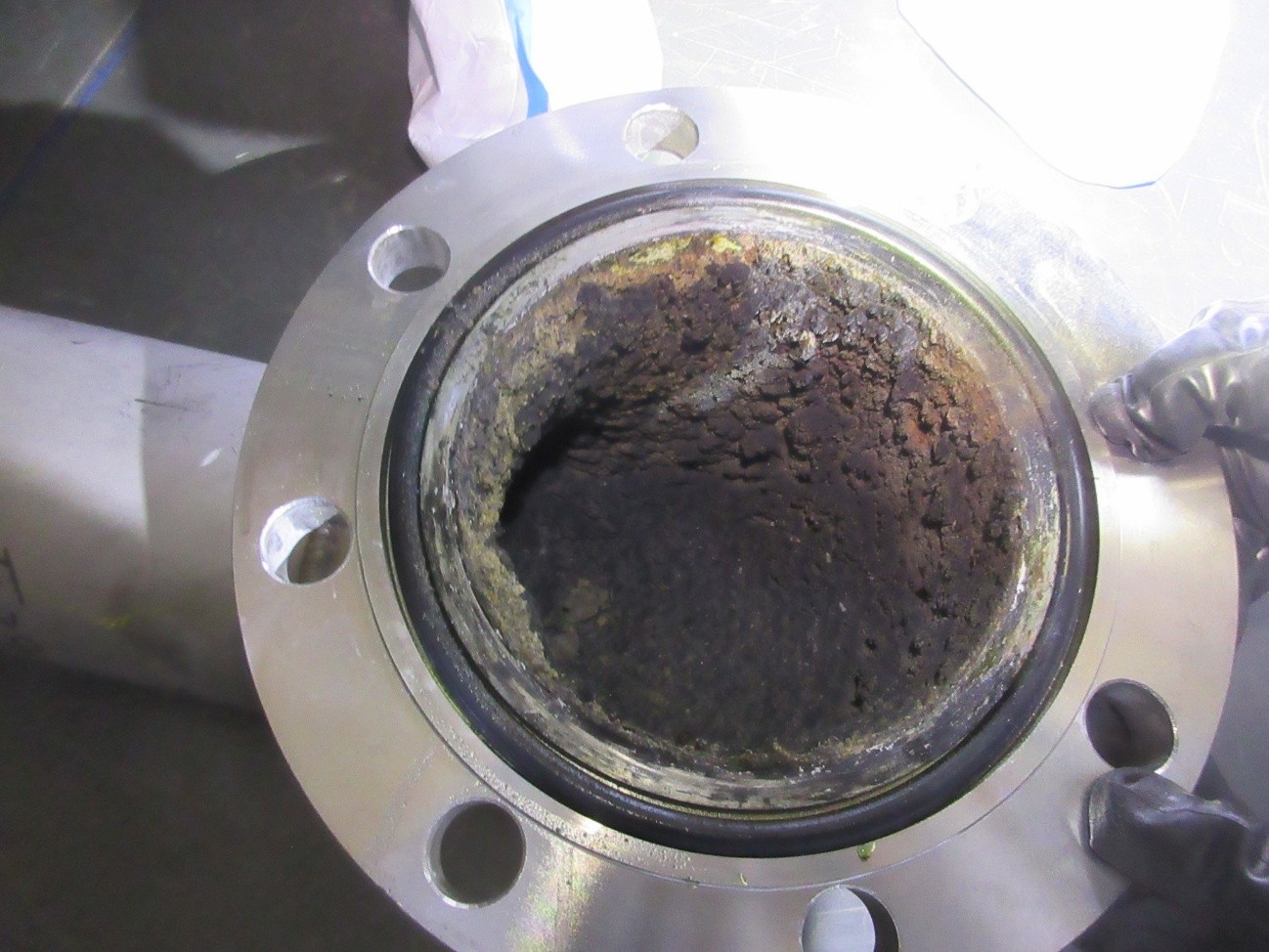
3 | 表面是否锈蚀、结垢、凹凸不平(会影响检测效果或不一定能检测) |
四 | 管道位置(可达性) |
1 | 管道位置:高空、地沟、管廊、设备内部 |
2 | 操作空间:是否能:移动探头(手工测厚)、固定探头(长期监控测厚) |
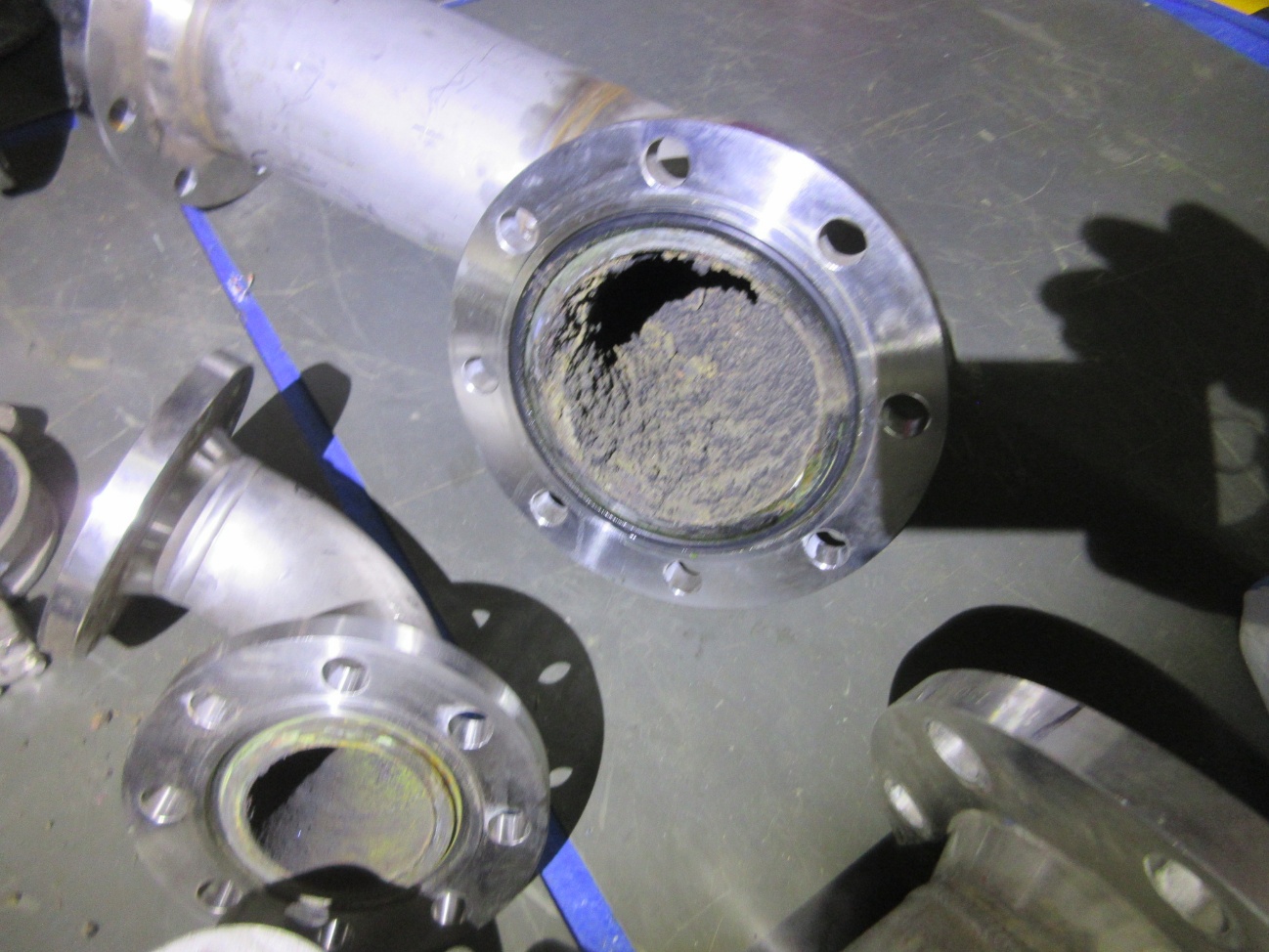
五 | 腐蚀与损伤模式(决定测厚点) |
1 | 均匀腐蚀、点蚀、冲刷腐蚀、气蚀 |
2 | 内腐蚀 / 外腐蚀 / 内外都腐蚀 |
3 | 易腐蚀部位:弯头、三通、盲端、流速高区、介质沉积区 |
六 | 安全信息(非常重要) |
1 | 是否高温、高压、有毒、易燃、易爆介质 |
2 | 是否需要办理作业票、动火票、受限空间、高空作业 |
3 | 现场是否断电、隔离、泄压、降温 |
七 | 仪器与测量要求 |
1 | 要求精度:0.01mm / 0.1mm |
2 | 是否需要A/B扫描、记录数据、出报告 |
3 | 是否要做剩余壁厚、腐蚀速率、剩余寿命计算 |
可检测产品类型
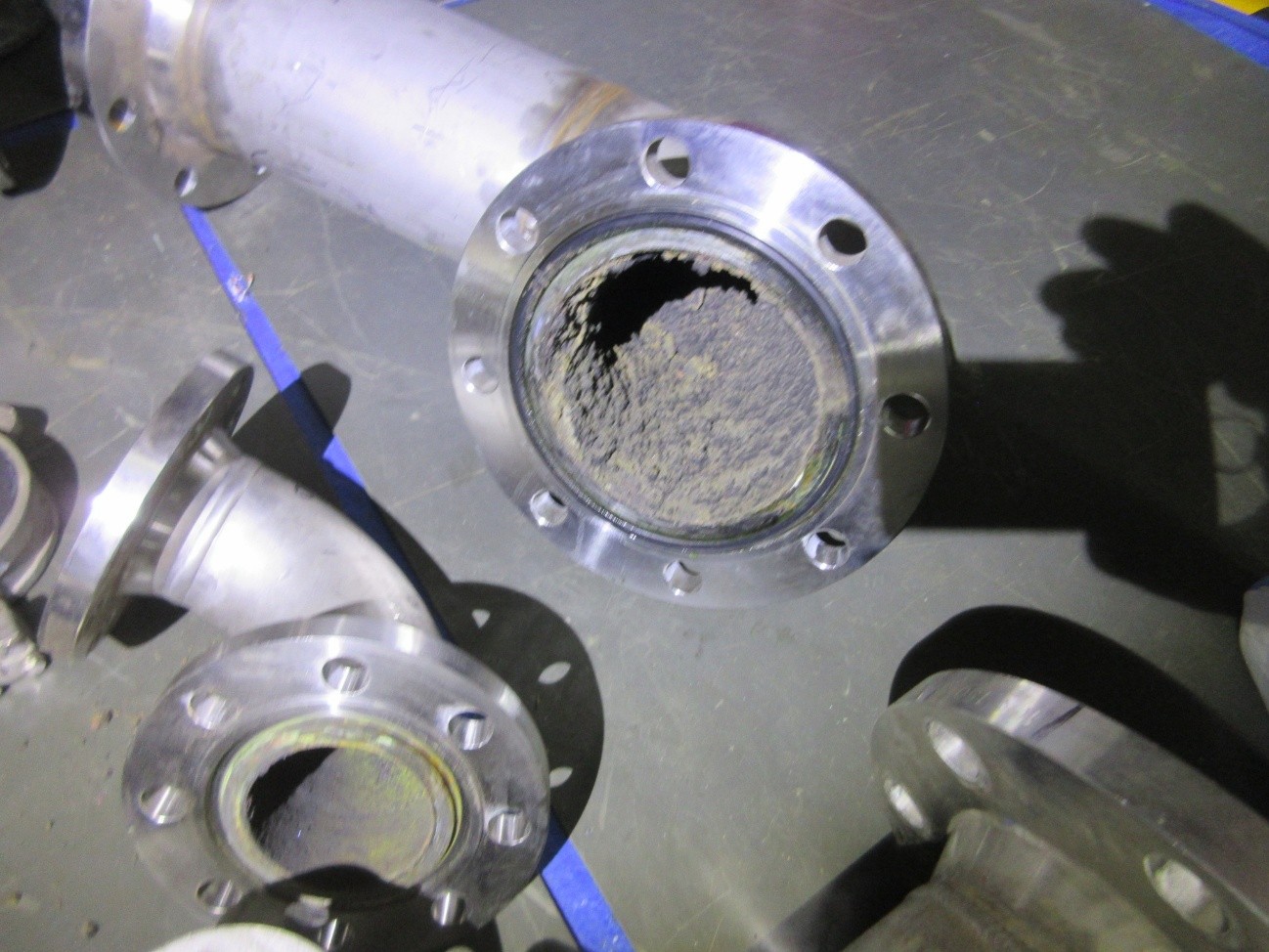
腐蚀剩余壁厚检测
腐蚀剩余壁厚检测
方法1:无人机安装超声测厚仪,点式检测厚度,根据剩余厚度值确定腐蚀程度。
方法2:固定安装测厚仪和超声波探头,定期或实时读取剩余厚度值,根据剩余厚度值确定腐蚀程度。
方法3:自动化爬壁车:自动化检测剩余厚度值,根据剩余厚度值确定腐蚀程度。
方法4:搭建脚手架,人工爬高检测
| 方案1:手工点式测厚 | 方案2:无人机点式测厚 | 方案3:爬行小车测厚 |
| 方案4:定点远程点式测厚 | 方案5:扫查机器人 | 方案3:B扫自动化线式腐蚀图像 |
A型超声探伤
A型超声探伤
仅用作手工探伤,不用于自动化探伤
检测焊缝,包括环焊缝和相贯线焊缝
相控阵探伤
既可以用于手工探伤,也可用于自动化探伤
检测焊缝,包括环焊缝和相贯线焊缝
能否在该项目进行自动化探伤需结合产品尺寸及在役工况等
射线探伤
既可以用于手工探伤,也可用于自动化探伤
检测焊缝,包括环焊缝和相贯线焊缝
能否在该项目进行自动化探伤需结合产品尺寸及在役工况等
磁粉探伤
在管道现场,磁粉探伤只能进行手工探伤,,可检测焊缝近表面裂纹
渗透探伤
在管道现场,渗透探伤只能进行手工探伤,可检测焊缝近表面开口性质的裂纹。
内窥检测
在管道现场,涡流检测只能进行手工探伤,可检测内壁表面开口裂纹
涡流检测
在管道现场,涡流检测只能进行手工探伤,可检测外表面裂纹。